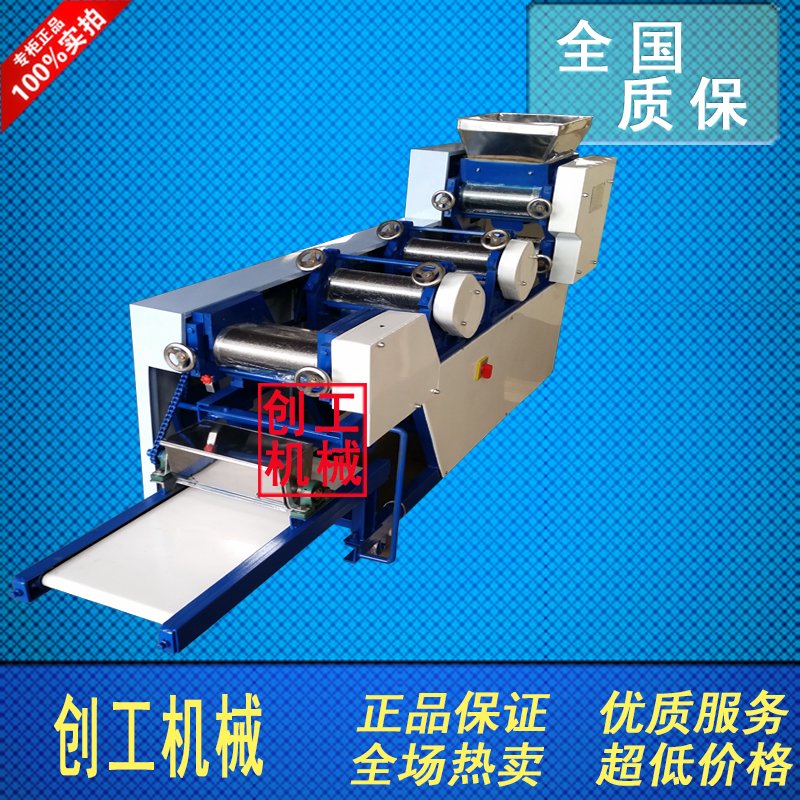
创工全自动一次成型挂面机

产品描述
全钢齿轮、全轴承、体积小、结构紧凑、自动输送、一次成型、自动断面、自动上升。
安装指南:
1、机器须安装在平整硬化的地面,按地线标志接地线.
2、开机前减速机必须加油,磨合期后更换润滑油.
3、检查各部位坚固件在运输中有无松动。
4、接电源试反正转,点击启动开关,若机器反转,置换刀闸线头.
5、检查各部位油孔是否畅通,用适宜的润滑油加注.
6、仔细清除面料中的杂物.
操作指南:
1.拌面:面粉配水比例约为10:2.5,根据面粉含水量增减,加入原料后,启动拌面开关,直
至面料呈均匀颗粒状,即可使用(注:面料熟化5-8分钟更佳)
2.调整:用手轮调整轧辊间隙,调整原理见下表格,在调整过程中,调紧或放松手轮的量,
有时不易一次调准,关键要弄清道理,耐心把握,不熟练时可停机调整.
3.操作:把拌好的面料放入面斗内,按刀并固定挡刀板(或挂钩)就可开机运转,第三组下
来的面用手引导下一组,多组依次类推.
常见故障及解决方法:
|
故障 |
原因 |
解决方法 |
|
轧辊沾面 |
面料水分过大或刮刀松动 |
1.调整水分比例:2.将刮刀螺栓均匀紧固 |
|
定尺断面不彻底 |
断面刀刃口与枕不平行 |
调整断面刀使之与刀枕平行 |
|
面条断条 |
面板中有干面块或面板行走过紧或过松 |
|
|
面板拉断 |
断板处上组间隙过紧或下组间隙过大 |
调紧上组两侧手轮或调松下组手轮到适宜位置 |
|
面板余攒过多 |
与上相反 |
调整适宜 |
|
面板跑偏 |
面辊两侧间隙大小不均 |
面板跑偏某一侧,说明该侧间隙大,调整紧该侧或放松另一侧 |
|
面条或面板有波纹状 |
1,轧辊刮刀或刀梳角度过大2,手轮调整过紧 |
1.调整位置,重新紧固 2.适当放松手轮 |
安全与保养:
1、操作者使用前应仔细研究说明书,严格按说明进行操作.
2、本机严禁反转.
3、开机前检查各个部位有无异常现象,发现问题应及时处理以免造成事故.
4、 严防铁器或其他硬物混入面粉中,以免造成事故.
5、回头面不能直接倒入面斗内.
6、机器运转时严禁将手伸入轧辊,齿轮,链条,切刀等危险部位.
7、保证各转动部位的润滑,有油标处,油杯内,齿轮,链条上各部位油孔,每班两次应加20
#-30#机油,切刀表面,轧辊表面每班完毕后,加少许食用油.
8、单组机型(50-125型)轧切,拌面联合机的离合一定要在停机状态下离合.
9、 压面前空转10-15分钟,冬季生产时室内温度保持10-15度以上.
10、停机后保持机械的清洁,各轧辊内无残存,无面坯.
11、应保持各轮,滚动轴承的润滑.
12、 严禁硬杂物掉进轧辊及齿轮内.
13、 每半年更换一次轴承油脂.
14、严禁将面辊间隙调至5毫米以上运转.
MT挑条器的使用说明:
挑条器是把切制成型的面条搭上面杆,悬挂空间的一种挂面机配套设备.
安装方法:
1.将挑条器下方角铁与面条机主机上的孔用螺栓连接.
2.用配带的长链条将上杆轴上的飞轮与挑条器上的链轮连接,并将中间的压链论调至松
紧合适.
调试方法:
1.开机前用手拉动链条挂钩,使左右挂钩对称.
2.开机试轧面,根据面条悬挂的长短情况,停机调整链条.
3.如果面条前面长,将链条挂钩向上调整,幅度为(前面长度-后面长度)÷2,即面条长度
差距的一半位置,如果面条后面长,将挂面勾向下调,幅度相同,使面杆前后长短一致即可.
保修事项:
尊敬的用户,如果您在使用中遇到了问题,凭保修卡与就近经销商或本厂联系,您将得到
迅速而满意的解决.本厂免费为您提供咨询服务,对您购买的产品,保修一年,常年供应
零配件,终身维修,可彻底解决您的后顾之忧!
1.在保修期内,发现确因制造而产生的问题,本厂给予免费修理或更换零件.
2.由于使用不当,造成的机器,人身的伤害,用户自理.
产品图片